I regard the next step in the foundation of consistent first-layer behavior as the repeatability of the Z probe.
The Z limit switch is used to set the height of the nozzle above the center of the build platform; but the Voron 2.4 has a separate Z stepper for each corner and uses the toolhead’s inductive Z probe to tram the gantry by reading the height above the platform at each corner of the printer and then adjusting the corners until the gantry is parallel to the build platform.
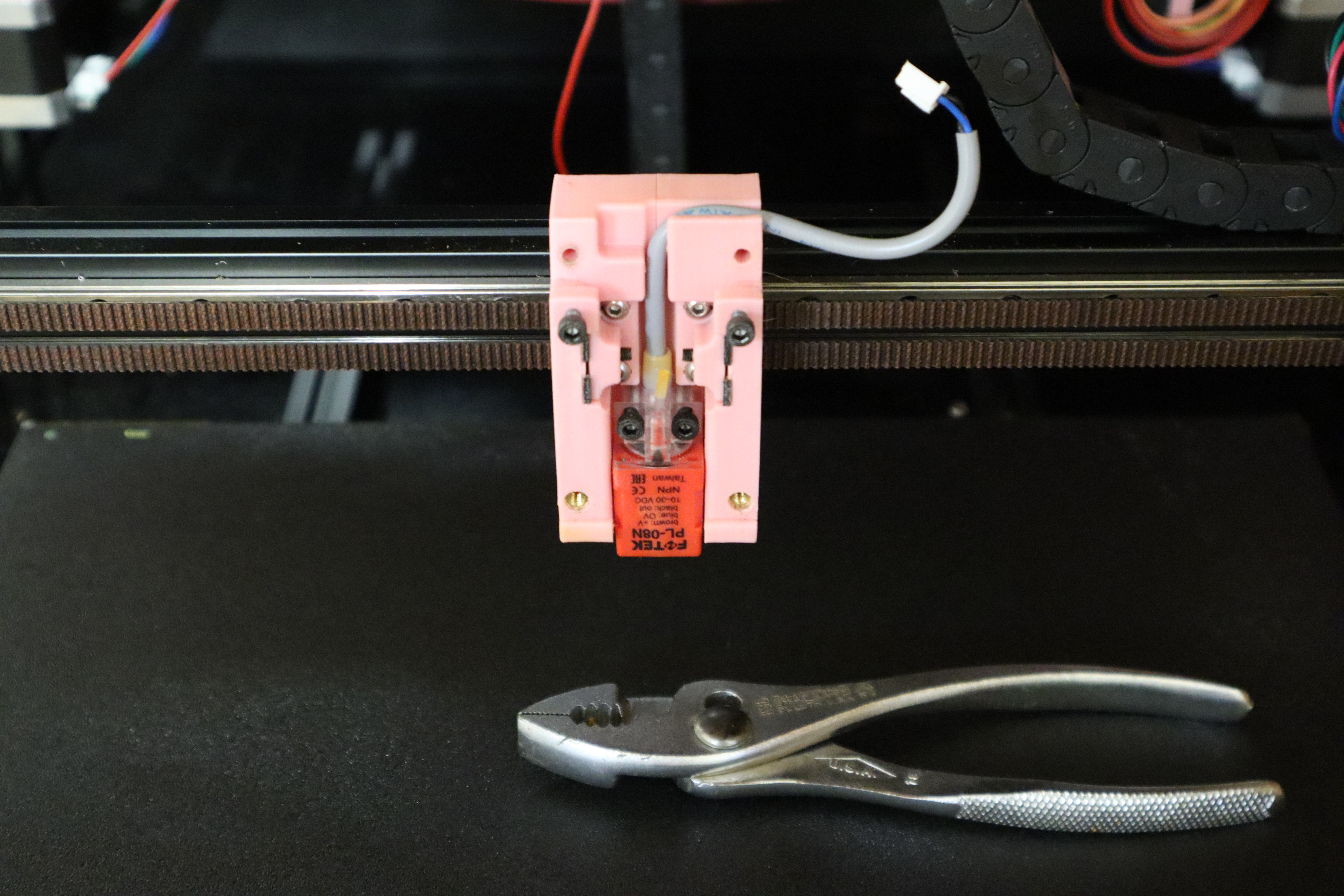
If the Z probe’s measurements are insufficiently repeatable, the tramming procedure may set the gantry out of parallel to the build platform, causing the nozzle-to-platform gap to vary (even on a perfectly flat platform, which I do not have) as the toolhead moves to different X-Y coordinates.
Klipper provides another macro to test the Z probe repeatability. Move the nozzle to a safe spot, call the macro, and it takes and reports several readings. It then moves the nozzle to the position where the probe was (according to the probe offsets in printer.cfg) — I don’t know why — so for repeated probe tests, move the toolhead back to the same spot before starting the next reading.